



МзДМЦјЯрДпЛЏжЦЖўМзУбММЪѕМАгІгУ
зїеп/РДдДЃКРюЪчЗМЃЌЬРКщЃЈЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЃЌЫФДЈ ШеЦкЃК 2004-04-16 ЕуЛїТЪЃК5206
ЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОгыЮїФЯЛЏЙЄбаОПЩшМЦдКГЄЦкДгЪТМзДМжЦЖўМзУбЕФЩњВњЙЄвеЁЂДпЛЏМСбаОПМАЙЄвЕзАжУПЊЗЂЁЃИУЯюФПгк1991ФъБЛСаЮЊЙњМвАЫЮхПЦММЙЅЙиЯюФПЃЌВЂЭЈЙ§СЫЙњМвбщЪеЁЃЮвЙЋЫОбажЦВЂПЊЗЂЕФCNMЃ3аЭМзДМжЦЖўМзУбДпЛЏМСЃЌОЙ§ЪЎМИФъЕФЗЂеЙЁЂЭъЩЦЃЌВЛНіОпгаЙуЗКЕФЪЕгУадЁЂНЯИпЕФДпЛЏЛюадКЭбЁдёадЃЌЧвОпгаКмЧПЕФЮШЖЈадЁЃгыДЫЭЌЪБПЊЗЂЕФЩњВњЙЄвеЃЌвбТЪЯШдкЙњФкНЈГЩЧЇЖжМЖМзДМжЦЖўМзУбЩњВњзАжУЃЌВЂвЛДЮПЊГЕГЩЙІЁЃДг1994Фъ1дТЕквЛЬзКгФЯЧпбє10kt/aШМСЯМЖЖўМзУбЙЄвЕзАжУКЭ1994Фъ11дТЕквЛЬзЙуЖЋжаЩН5000t/aЦјЮэМСМЖЖўМзУбЙЄвЕзАжУЭЖВњЦ№ЃЌЦљНёЮЊжЙЃЌвбдкЙњФкГЩЙІНЈГЩЪ§ЪЎЬзЧЇЖжМЖЁЂЭђЖжМЖЕФЙЄвЕзАжУЁЃЖдЭЖдЫзАжУИњзйЯдЪОЃЌВЩгУЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОПЊЗЂЕФМзДМжЦЖўМзУбДпЛЏМСКЭЩњВњзАжУЃЌМзДМЕЅГЬзЊЛЏТЪДя78ЃЅвдЩЯЃЌФмЩњВњ99.99%ЕФИпДПЖўМзУбЃЌЖжВњЦЗМзДМЯћКФдк1.41tвдЯТЃЌзАжУЩњВњЮоЮлШОЮяХХЗХЁЃ
1 СїГЬЬиЕу
вдМзДМЃЈЛђДжДМЃЉЮЊдСЯЃЌВЩгУЦјЯрДпЛЏЭбЫЎжЦЖўМзУбЁЃМзДМеєЦјдкДпЛЏМСМА0.6ЁЋ0.8MPaЃЌ260ЁЋ380ЁцВйзїЬѕМўЯТЃЌЭбЫЎЩњГЩЖўМзУбЃЌЗДгІЪНЮЊЃК
жїЗДгІЃК2CH3OHЁњCH3OCH3+H2OY
ЃЈ1ЃЉІЄH298=-21.86kJ/mol
МзДМЭбЫЎгІЮЊЗХШШЗДгІЃЌдкЗДгІЬѕМўЯТЛЙЛсАщЫцЗЂЩњШчЯТИБЗДгІЃК
2CH3OCH3ЁњC2H4+H2O
CH3OCH3ЁњCH4+H2+CO
CO+H2OЁњCO2+H2
ЮвЙЋЫОПЊЗЂЕФЖўМзУбММЪѕОпгавдЯТЬиЕуЁЃ
(a)ДпЛЏМСдСЯбЁдёадЙуЃЌДжДМЁЂОЋДМОљПЩдкДпЛЏМСЕФзїгУЯТЭбЫЎЩњГЩЖўМзУбЃЌМзДМЕЅГЬзЊЛЏТЪИпДя78ЃЅЃЌЗДгІВњЮяжаЖўМзУббЁдёадДѓгк99ЃЅЁЃ
(b)жїЗДгІЮЊЗХШШЗДгІЁЃЗХГіЕФШШЪЙЗДгІЦїздЩэЮТЖШКЭДпЛЏМСДВВуЮТЖШЩ§ИпЃЌЙЪВЩгУСНЖЮОјШШЗДгІЦїЃЌдквЛЖЮГіПкШШЦјСїжаХчШыЮТЖШНЯЕЭЕФМзДМеєЦјРДЕїНкЃЌПижЦЗДгІдквЛЖЈЕФЮТЖШЗЖЮЇФкНјааЃЌВЂОЁСПМѕЩйИБВњЮяЕФЩњГЩЃЌвдШЗБЃЗДгІдкЫљашЕФЬѕМўЯТСЌаје§ГЃНјааЁЃ
(c)ЗДгІдВФСЯЯћКФЕЭЃЌЗДгІЬѕМўЮТКЭЃЌЩњВњСЌајадНјааЃЌвзгкЪЕааздЖЏЛЏЁЃ
2 ДпЛЏМСгыРфМЄЗДгІЦї
2.1 ДпЛЏМС
(1)ЛљБОзщГЩ
CNM-3аЭДпЛЏМСжївЊКЌІУ-Al2O3ЃЌВЂКЌгаЩйСПжњДпЛЏМСЁЃ
(2)ЮяЛЏадФм
ЭтЙл ЮЂКьЩЋЛђАзЩЋ
ЭтаЮГпДч Іе3ЁЋ4ЁС10ЁЋ20mmдВжљзД
ЖбУмЖШ 0.7ЁР0.1kg/L
БШБэУцЛ§ 150ЁЋ300m2/g
ЦНОљПзОЖ 4ЁЋ6ЁС10-6mm
ОЬиЪтДІРэКѓЕФДпЛЏМСЃЌБэУцЫсЧПЖШЕУЕНУїЯдИФЩЦЃЌЦфОЖЯђбЙЫщЧПЖШЬсИпЕНЁн150N/cm2ЃЌДпЛЏМСЮШЖЈаддіЧПЃЌЪЪгУгкЙЄвЕЛЏЩњВњЁЃ
2.2 ДпЛЏМСадФм
CNM-3ДпЛЏМСдкЖрЬзЙЄвЕЛЏзАжУЩЯЕФдЫааЧщПіБэУїЃЌдквЛЖЈбЙСІКЭПеЫйЬѕМўЯТЃЌМзДМзЊЛЏТЪКЭЖўМзУббЁдёадгыДпЛЏМСДВВуЗДгІЮТЖШгажБНгЙиЯЕЃЌдк230ЁЋ380ЁцЗЖЮЇФкЃЌМзДМзЊЛЏТЪЫцЮТЖШЕФдіМгЩЯЩ§ЧїЪЦНЯЮЊУїЯдЃЌЖјЖўМзУббЁдёаддкГЌЙ§380ЁцТдгаЯТНЕЁЃдкзЊЛЏТЪДя79.6%ЕФЧщПіЯТЃЌЖўМзУббЁдёадШдВЛЕЭгк99.0%ЁЃдкЗДгІЮТЖШЗЖЮЇФкЃЌДпЛЏМСЛюадЫцЮТЖШЕФдіМгЖјдіМгЁЃДпЛЏМСШШЮШЖЈадКУЃЌПЩдк450ЁцЯТВйзїЃЌдке§ГЃВйзїЬѕМўЯТЃЌДпЛЏМСЪйУќПЩГЄДя3ФъЁЃ
2.3 ОјШШЮТЩ§гыРфМЄЗДгІЦї
2.3.1 ОјШШЮТЩ§
МзДМЦјЯрДпЛЏЭбЫЎжЦЖўМзУбЗДгІЮЊЧПЗХШШЗДгІЃЌЗДгІЮТЖШЬЋИпЃЌВЛРћгкжїЗДгІЕФНјааЃЌЧвгАЯьбЁдёадЃЈИБЗДгІдіМгЃЉЃЌвђДЫВЩгУРфМЄЪНЙЬЖЈДВЗДгІЦїЃЌПижЦЗДгІЮТЩ§ЁЃЖдгкОјШШЗДгІЦїЃЌМзДМзЊЛЏТЪгыОјШШЮТЩ§гавдЯТНќЫЦЙиЯЕЃЈМћБэ1ЃЉ
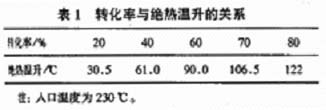
дквЛЖЮДВВуФкЮТЩ§ЫцзЊЛЏТЪдіМгЖјдіМгЁЃЕЋећИіДВВуЮТЩ§ЪЧВЛвЛбљЕФЃЌЫцзХДВВудіИпЃЌЮТЩ§ж№НЅдіИпЃЌИБЗДгІвВЫцжЎдіМгЁЃ
2.3.2 РфМЄЪНЗДгІЦї
ВЩгУСНЖЮРфМЄЗДгІЦїЃЌдкЗДгІЦїЖўЖЮШыПкЃЌЭЈШыдСЯЦјзмСП45%ЁЋ70%ЕФМзДМеєЦјНјааРфМЄЃЌМзДМзЊЛЏТЪПЩДя75%ЁЋ80%ЃЌбЁдёадДя99.0%вдЩЯЁЃдкЗДгІЦїШыПкЮТЖШЮЊ280ЁцЪБЃЌПЩНЋДВВуЮТЩ§ПижЦдк80ЁцвдФкЁЃИїДВВуДпЛЏМССПвЛЖЈЕФЬѕМўЯТЃЌПеЫйдк1.5ЁЋ2.0h-1ЗЖЮЇФкЃЌЫцРфМЄСПЕФдіМгЃЌМзДМзЊЛЏТЪТдгаЯТНЕЃЌЕЋЖўМзУббЁдёадШДЫцжЎЖјдіМгЁЃгЩДЫПЩМћЃЌРфМЄЦјВЛНіЕїећДпЛЏМСДВВуШыПкЮТЖШЃЌЖјЧвПЩЬсИпЖўМзУбЕФбЁдёадЁЃ
РфМЄЪНЗДгІЦїгыЛЛШШЙмЪНЗДгІЦїБШНЯЃЌЛЙОпгаНсЙЙМђЕЅЃЌвзМгЙЄЁЂвзВйзїЁЂЭЖзЪЕЭЕШгХЪЦЁЃзАжУЙцФЃПЩДѓПЩаЁЁЃ
3 ММЪѕгІгУ
МзДМДпЛЏЭбЫЎжЦЖўМзУбММЪѕдчдк1994ФъБугУгкЙуЖЋжаЩН5000t/aЦјЮэМСМЖЖўМзУбКЭКгФЯЧпбє10000t/aШМСЯМЖЖўМзУбЙЄвЕЛЏзАжУЃЌзАжУНЈГЩЭЖВњЃЌОљвЛДЮПЊГЕГЩЙІЁЃЦјЮэМСЖўМзУбВњЦЗжЪСПИпДя99.99%ЃЌжЎКѓЯрМЬдкЙњФкНЈСЂСЫЪ§ЪЎЬзВЛЭЌЙцФЃЕФШМСЯМЖЖўМзУбЁЂИпДПЖШЖўМзУбЙЄвЕзАжУЁЃОЙ§ЪЎЖрФъЕФВЛЖЯИФНјЃЌЯжвбПЊЗЂГіЧЇЖжМЖЁЂЭђЖжМЖгУДжДМЛђОЋМзДМЩњВњЖўМзУбЕФгХЛЏЩњВњЙЄвеЁЃ
3.1 ЩњВњЙЄвеСїГЬ
3.1.1 МзДМжЦЖўМзУбЩњВњЙЄвеСїГЬЗНПђЭМ(ЭМ1)
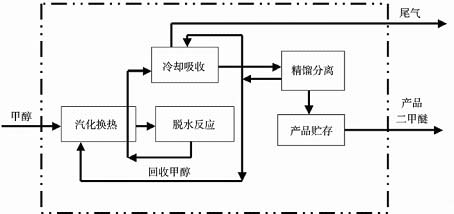
ЭМ1 ЙЄвеСїГЬЗНПђЭМ
3.1.2 ЙЄвеСїГЬМђЪі
РДздНчЭтЕФдСЯМзДМОЦћЛЏЫўЦћЛЏКѓЃЌШыЛЛШШЦїЃЌМгШШЕНЗДгІЮТЖШЃЌНјШыЗДгІЦїЃЌДгЗДгІЦїГіРДЕФДжМзУбОЛЛШШЁЂРфФ§ЁЂРфШДЃЌНјШыДжМзУбжќЙоЃЌНјааЦјвКЗжРыЁЃвКЯрЮЊДжМзУбЃЌЦјЯрЮЊЧтЁЂвЛбѕЛЏЬМЁЂМзЭщЁЂЖўбѕЛЏЬМЕШВЛФ§адЦјЬхКЭБЅКЭЕФЖўМзУбеєЦјЁЃгУМзДМЮќЪеЦјЯрЮяСЯжаЕФЖўМзУбЃЌЮќЪевКЗЕЛиДжМзУбжќЙоЃЌЮќЪеЮВЦјПЩзїШМСЯЛђОИпПеХХЗХЁЃ
ДгДжМзУбжќЙоГіРДЕФДжМзУбгУБУЫЭШыОЋСѓЯЕЭГЁЃООЋСѓЗжРыЃЌДгЫўЩЯВПЕУЕНЖўМзУбВњЦЗЃЌЖўМзУбОМЦСПКѓЗХШыВњЦЗжќЙоЁЃОЋСѓЫўдйЗаЦїгУЫЎеєЦјМгШШЃЌЫўЖЅЮяСЯдкОЋСѓЫўРфФ§ЦїжагУРфШДЫЎРфФ§ЁЂРфШДЁЃОЋСѓЫўИЊвКНјШыЦћЛЏЛиЪеЯЕЭГЃЌЛиЪеЕФМзДМбЛЗЪЙгУЁЃ
3.1.3 ЩњВњЙЄвеЬиЕу
ЃЈaЃЉЗДгІзЊЛЏТЪДя70%ЁЋ80ЃЅЃЌЗДгІВњЮяжаЖўМзУббЁдёадДѓгк99ЃЅЁЃРћгУЗДгІШШМгШШдСЯЦјЃЌвдШЗБЃЗДгІдкЫљашЕФЬѕМўЯТСЌаје§ГЃНјааЁЃ
ЃЈbЃЉНЋЗДгІЕУЕНЕФДжВњЦЗНјааОЋСѓЗжРыЃЌЕУЕНЖўМзУбВњЦЗКЭМзДМЁЃЛиЪеЕФМзДМЗЕЛиЗДгІЯЕЭГбЛЗЪЙгУЁЃ
ЃЈcЃЉБОЩњВњЙЄвеШ§ЗЯХХЗХСПаЁЃЌЭъШЋЗћКЯЛЗБЃвЊЧѓЁЃ
ЃЈdЃЉБОЙЄведВФСЯЯћКФЕЭЃЌЗДгІЬѕМўЮТКЭЃЌЩњВњСЌајадНјааЃЌвзгкЪЕааздЖЏЛЏЃЌЧвВњЦЗжЪСПЮШЖЈЃЌОпгаНЯЧПЕФОКељФмСІЁЃ
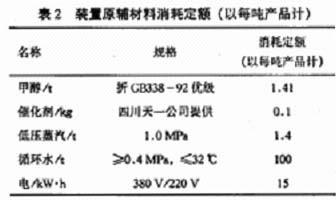
3.2 дИЈВФСЯЯћКФМАЖЈЖюЃЈБэ2ЃЉ
3.3 зАжУШ§ЗЯХХЗХМАзлКЯРћгУ
БОзАжУНЈГЩЭЖВњКѓЃЌЁАШ§ЗЯЁБХХЗХЩйЃЌЖдЛЗОГгАЯьНЯаЁЃЌЗћКЯЛЗБЃвЊЧѓЁЃжївЊЮлШОдДМАЦфДІРэЗНЗЈШчЯТЁЃ
ЗЯЦј БОзАжУЭтХХЗЯЦјЮЊЗДгІЯЕЭГОДМЮќЪеКѓЕФЩйСПЮВЦјЃЌжївЊГЩЗжЮЊЧтЦјЁЂвЛбѕЛЏЬМЁЂЖўбѕЛЏЬМЁЂМзДМЁЂЖўМзУбЕШЃЌДѓзАжУЕФЮќЪеЮВЦјПЩЫЭШМСЯЙмЭјзїШМСЯЃЌаЁзАжУЕФЮќЪеЮВЦјПЩОИпПеХХЗХЃЌЗћКЯЛЗБЃгаЙиХХЗХБъзМЁЃ
ЗЯдќ БОзАжУЗЯдќЮЊЗЯДпЛЏМСЃЌжївЊГЩЗжЮЊAl2O3ЃЌВЩгУЬюТёДІРэЃЌВЛЛсдьГЩЖўДЮЮлШОЁЃ
ЗЯЫЎ БОзАжУДгМзДМЦћЛЏЫўХХЗХЕФЗЯЫЎЃЌОДІРэКѓДМКЌСППЩПижЦдк5ЁС10-6вдФкЁЃ
3.4 зАжУЭЖзЪЙРЫу
вдМзДМЮЊдСЯВЩгУЦјЯрДпЛЏЭбЫЎжЦЖўМзУбЗНЗЈЃЌвдаТНЈФъВњЭђЖжОЋЖўМзУбЩњВњзАжУЮЊР§ЃЌзАжУЭЖзЪЙРЫуШчЯТЁЃ
зАжУЙцФЃ зАжУЭЖзЪ
10kt/a 660ЭђдЊ
100kt/a 2900ЭђдЊ
500kt/a 8500ЭђдЊ
зАжУЭЖзЪКЌНчЧјФкЩшБИЙКжУЗбЃЈАќКЌЗЧБъЩшБИКЭЖЈаЭЩшБИЃЉЁЂдЫдгЗбЁЂЙЄГЬАВзАЗбЁЂНЈжўЙЄГЬЗбЃЌВЛКЌЙЄГЬЩшМЦЗбКЭММЪѕзЊШУЗбЃЌвдМАЙЋгУЙЄГЬЭЖзЪЁЃ
4 НсТл
ЫцзХМзДМЙЄвЕбИЫйЗЂеЙКЭЪаГЁЖдаТЧхНрФмдДЕФДѓСІашЧѓЃЌЪаГЁЖдЖўМзУбЕФашЧѓСПНЋдНРДдНДѓЃЌЬиБ№ЪЧЖўМзУбЬэМгдквКЛЏЪЏгЭЦјЁЂВёгЭжаЕФдЫгУЭЦЙуЃЌЪЙЖўМзУбОпгаМЋДѓЕФЪаГЁПЊЗЂЧБСІЁЃ
ВЩгУЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЃЈЮїФЯдКЃЉПЊЗЂЕФМзДМЦјЯрДпЛЏЭбЫЎЗЈЩњВњЖўМзУбММЪѕЃЌОпгаММЪѕЯШНјПЩППЃЌздЖЏЛЏГЬЖШИпЃЌЯћКФЕЭЃЌВњЦЗжЪСПЮШЖЈЃЌШ§ЗЯХХЗХСПаЁЕШгХЕуЁЃ
ВЩгУЫФДЈЬьвЛПЦММЙЩЗнгаЯоЙЋЫОЩњВњЕФCNM-3МзДМЭбЫЎДпЛЏМСЃЌМзДМзЊЛЏТЪПЩДя80%ЃЌЖўМзУббЁдёадПЩДя99%ЃЌДпЛЏМСЪйУќГЄДя24000hЁЃ
ЭЖзЪНЈЩшМзДМжЦЖўМзУбЩњВњзАжУЃЌЭЖзЪЩйЃЌМћаЇПьЃЌ2ЁЋ3ФъОЭПЩЪеЛиЭЖзЪЁЃЩшМЦжмЦк3ИідТЃЌзАжУНЈГЩЭЖВњ3ИідТЁЃ
зАжУНЈЩшЙцФЃПЩДѓПЩаЁЃЌЭЖзЪЙЋЫОПЩИљОнЭЖзЪЪЕСІКЭЭЖзЪЛЗОГвђЕижЦвЫЃЌбЁдёЙцФЃЁЃ

