


һ����˾����
�ܲ�λ�ڵ���籾�����н�Lyngby��Topsøe��˾����Ҫ�����о�����������������������װ�õĹ�����ƹ�������˾�����������Ҫ�Ƿ��Ϲ�ҵ����ѧƷ��ʯ�ͻ�������Դ���ţ������ͺ͵���װ�ã��ȡ�
Topsøe��˾����Ӫҵ���ԼΪ23��DKK���൱��2.85��USD��Ŀǰ�����緶Χ����1600��Ա�����������صķֹ�˾�����´������������������ijЩר���豸�����켯���ڵ����Frederikssund�������¿���˹�ݵ���˹�١�
Topsøe��˾�dz������о�����������ÿ�꾭��Լռ���۶��20%�����л����о�����ռ15%��
����Topsøe��˾��ҵ��Χ
Topsøe��˾50������һֱΪ�ϳɰ����������ϳ������״�����ȩ������������ṩȫ������Ĵ����������緶Χ����Ҫ�Ĵ���������֮һ��������ʯ�����ƹ�ҵ�еļ��⾫�ƴ������������緶Χ�ڵ�����װ���ϵ��Թ㷺��Ӧ�á��������������ѳ��������������P�����Ի����к�������ķ���������һֱ�� Topsøe��˾��һ���ؼ��о�����
��Topsøe��˾���о����������У��´����Ŀ�������ԭ�д����ĸĽ���������̼����Ŀ�����ͬ�����еġ�Topsøe��˾��Ψһ�ɽ��������̼������ϡ�����Ϊ������ʯ�ͻ�����ҵ�ṩ���������չ���ר��������ƵĹ�˾�����ڸù�˾���ۺ�Ļ����о���Ӧ���о���������������Ӧ����Ӧ���̵ij��켼�������չ��̡��Լ���е��Ƶ�������ʹ���ڹ����ϲ�����ר���Ĵ�����Ʒ�����ҿ�����ר�еĵĺϳɰ�����������ʽת���������ϳɼ״��������ϳɶ����Ѽ����ȣ�������ר�д����Ŀ�����Ӧ�ã�ʹ����������ר�м������Բ������ƺʹ��£��乤ҵ��װ��Ҳ�����緶Χ�ڲ��ϵؽ��輰Ͷ�ˡ�
• ����Topsøe�ڰ��Ĺ��ռ�����ռ�����ȵ�λ����1990�����������ӵİ�װ����һ������Ϊ�ù�˾��ơ����а���������������������װ�ã���ӡ�������ǵ�Kaltim Pasifik Amoniak�Ͱ���͢��Profertil�����ǵ��ղ���������2000�֡��ںϳɰ����棬��������˾Ϊ����50%�ĺϳɰ����ṩ������
• �ϳ�����Topsøe������ת�����������Ϸǵ�һ������Һ��װ�á��Լ��������ǺͿ�����������װ���ϲ��ã����ǵ��ղ�����Ϊ34,000Ͱ��
• �״���Topsøe�������������������������װ�ã��������������3000��/�ա�
����Topsøe��˾ר�м�������Ʒ
1�������ѣ�DME������
Topsøe��˾����80������ھͿ�ʼ���������(DME)�������о������ֻ�ǰ�����Ϊ�����ϳ����͵��м��壬�����ְ�����ΪDZ�ڵĴ���ԭ�ϡ��أ�Topsøe��˾����DME��һ�����������IJ���ȼ�ϣ����������ʼ����DME�������������о��������γ���ר��������
�ù�˾����Ȼ��Ϊԭ�Ͽ�����ֱ�Ӻͼ�Ӻϳɶ����ѵĹ��ռ�����
�����ѹ�ҵ���������м״���ˮ�ͺϳ���ֱ�Ӻϳ����֡��״���ˮ������Һ��״���������״������״���Ũ������ˮ��Һ�෨���ڸ�ʴ�ͻ�����Ⱦ���⣬�Ҳ�����ά�����ýϸߣ��ָù���������̭���״�������ˮ���Ƕ�������������Ҫ�����������������ɱ��ϸ߶���Լ����Ӧ�õ���չ��ͨ���ϳ���һ�������������Ѽ�����չ�ܿ죬һ���������ϳɼ״��ͼ״���ˮ������Ӧ�����һ����Ӧ������ɣ��������̶̡��ܺĵ͵��ŵ㣬���ҿɵõ��ϸߵĵ���ת���ʡ�
�ڽ��кϳɷ�Ӧ�״��Ͷ����ѵĻ������ͬһװ�ò�����������Ʒ�ķ�����ᴿ�����������ϱ��Ķ����Ѳ�Ʒ�����ڴ˹�������Ϊ�м���ļ״�����Ҫ��������ķ���ʹ�����������һ�����������漼����ͬ������ɴ���ԼͶ�ʲ�������Դ���ġ�������������˾�ϳ���һ�������հ������������������̣�
�� ��Ȼ������ת������ȡ�ϳ�����ATR��
�� �ϳ������ϳɼ״��Ͷ����Ѻϳ�
�� ��Ʒ������ᴿ
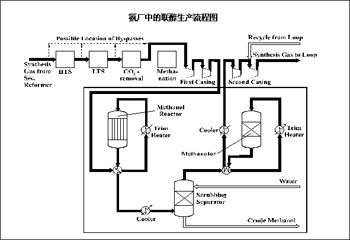
��1���ϳ����Ʊ�
��Ȼ����Һ��ȼ��Ҫ��߱��൱�Ĺ�ģ�ſɻ�ȡ��ģ����ЧӦ������������˾������ת������������ѵ�ѡ�ü�����ʹ����װ��ƥ�䳬��7500MTPD ��DME��������������˾������ת�����ڹ�ȥ��ʮ���ȡ���˾�Ľ�չ�����Խ�0.6����̼�ȳɹ�ͨ����ҵ��װ��ʾ�����ϳ����Ʊ���������˵����ο�ͼ1����ͼ��ʾ�����β��ֺ�һ���ת���������ƣ�ֻ����̼�Ⱥܵ͡���������˾����ת�����Ĺؼ����ھ���ʮ��Ŭ����CTS����ĸ��ơ�����һ���ؼ��Ľ�����
��2���״��Ͷ����Ѻϳ�
��˫���ܴ����������£������ϳɷ�������������Ӧ�����ɵĺϳ�ѭ�������ͼ��μ�ͼ2���ɺϳ�����DME�ķ�Ӧ�������Լ״���Ϊ�м���ģ���һ�����ɺϳ�����Ӧ���ɼ״�����ǿ���ȷ�Ӧ������һ��������ȴ���ķ�Ӧ���н��У��ڶ������ɼ״���Ӧ����DME���¶Ƚϵ�����������ľ��ȹ̶�����Ӧ���н��С���֮�����η�Ӧ��ʹ�����ֵķ�Ӧ��������������½��С�
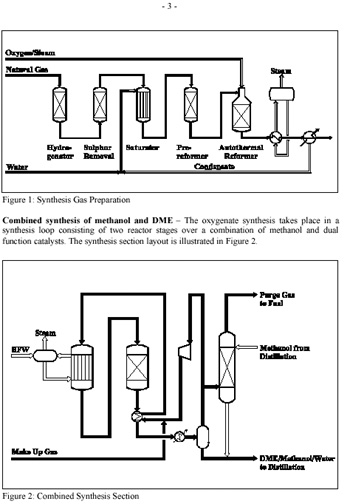
�����ϳɺͼ״��ϳ�Ψһ����������ڵڶ��ε���װ����������˾����������˫��Ч�����ľ��ȷ�Ӧ������������˾�ھ�ʮ���������˫��Ч����������������DMEʾ��װ�ó���30��000Сʱ�����飬��DME�ϳ��г���ɿ������ս�С��
��3����Ʒ������ᴿ
��Ʒ������ᴿ���ε�����ȡ���ڶԲ�Ʒ���ȵ�Ҫ����Ҫ��Խ�ͣ�Ͷ�ʺ��ܺ�Խʡ����ʵ�ϣ������Ľ�ʡ֮����������ȼ�ϼ�DME��Ҳ�����������״���ˮ��DME��
ֱ�ӷ�DME���ᴿ���ο��Կ����Ǽ״���ˮ������DME�����ᴿ���κͼ״����ε����ϡ�
������������˾���ּ������У�һ���Ǻϳ���һ�����ƶ����ѹ��գ�����һ����Ӧ���ڷֲ����Ӳ�ͬ�Ĵ������ϳ��������ֲ㷴Ӧ���ɼ״���Ȼ��ת�����ɶ����ѣ�Ŀǰ���˹��ջ������з��Σ���������˾��һ��ʵ��װ�ã���һ�������������գ����ϳ�����ȡ�״����״���ͨ���̶�����Ӧ�����ɶ����ѡ�
ҵ����ʿ���ƣ����ó��漼����һ��150���/��Ķ�����װ����Ҫ��һ��200��225���/��ļ״�װ�����ס�����������ֱ������Ȼ����ԭ�ϡ��ڽ��кϳɷ�Ӧ�״��Ͷ�������ͬһװ�ò������ڲ�Ʒ������ᴿ�����У������ѴӼ״��зֳ������������ղ��漼�����ڽ�һ���ӹ��ɶ�����ǰ����Ϊ�м���ļ״�����Ҫ����ʹ�������˽�����ԼͶ�ʲ�������Դ���ġ�
����Ķ����Ѽ�������������ȼ�ϵ�С��ʹ�ã�����������������7000��/��Ķ�����װ�ã���һ�����д���ҵ����
���⼺�н������ҵ��������װ�õļƻ��������Ѳ�����������˾�����Ѻϳɼ�����Ͷ�ʽ���80�����ҵ��ģ�Ķ��������������������ʯ���͡����ͺ�LPG��
�ɼ����״���Ϊ������װ�õ�ԭ�ϣ��㲻��״���Ŀȡ���ڶ�������Ŀѡ�õļ����������������Ŀѡ����������˾�ļ������Ͳ����״���Ŀ����������������Ҫ�����״�ԭ��װ�ã����ּ��������ڴ��Ͷ�����װ�á���DZ�ڵļ����ṩ���У������������о������ġ����ǣ����������ṩ��DME����ת�õ����ݰ����ṩ�����������ʹ��������ܵ������������ֻ������ת�ã���ͬʱ�������������ʹ�����
��4���ϳ���������TIGAS����
���ںϳ��������ͼ�����������������˾��MTG���ϳ��������ͼ���������ȫ������������TIGAS���գ���һ�ξ��ǽ��ϳ����ϳɼ״���Ϊ�����Ѻ������״���TIGAS�������ԣ�1��/�죩10000��Сʱ�ij�����ת�����Թ����ӹ���2.0 ��106m3�ϳ�������������280�����࣬��������Ϊ205 �� �൱��ÿ�����ϳ�������140g���࣬��������Ϊ103g���ù��վ��������ŵ㣺��1��CO����ת���ʺͶ�����ѡ���Ըߡ�TIGAS��Ӧ����װ��ϳɴ���r��AL2O3���ϴ������ϳɵļ״�����ת���ɶ����Ѷ������ģ����Է�Ӧ��������ѧƽ�����������ƣ��ɻ�ýϸߵĺϳ���ת���ʡ����Խ��֤ʵ��Ʒ��ֻ��������ˮ�ͼ״���COת����Ϊ90%�����ɶ����ѵ�ѡ���Կɴ�99%����2����ֱ������̼��С��1�ĺϳ��������ںϳɼ״��Ĵ�������CO�任��Ӧ���ܣ����任��Ӧ�����ˮ�ֿ������ɶ�������������ˮ�����䡣��ˣ���ֱ��������̼��С��1�ĺϳ�������ʡ�������ͱ任ϵͳ����3������������װ���Ͽ�����ת21�ܲ���������ͬʱ��Ʒ��ɱ��ֲ��䡣��4������ѹ�����¶���ϳɼ״����������ƣ��������úϳɼ״��Ĺ̶�����Ӧ����
���ǣ��������˽⣬�˼�������ȱ�������Ͳ�Ʒ������ֵ�ͣ�����ֻ�������ԽΣ�û�й�ҵ��װ�á�
2���״�����
���ڼ״�������Ҫ��Դ����о��뷢չ���Թ��չ��̵ĸ������棬��Ҫ������ϳ�������������Ӧ�����������ȵĹؼ��豸����ƽ��й㷺�ز��룬��ˣ�ֻ�м������Ĺ�˾������ӵ���Լ��ļ״�������
�������������״������кܴ���г��ݶ�ҹ�������õĴ����������ڼ����ϼ�������Ӧ�ϵ������λ���������Ѿ��ܹ����̶ȵص�������������ܵ�֪ʶ�����м״���������ơ�
��������˾���似������ӵ�ж���ר�м��������Ϻõ�Ӧ���ڼ״����������У���֮�ڴ����о������������λ���Ժϳ�������Ӧ�����������ȹؼ��豸���о����������Ѿ�����˴����Ĺ�ʽת������ȼ������ת����������ת����������Ԥת���������ȼ���ˮ�ϳɷ�Ӧ�������������豸����ˣ��ù�˾���������еļ״����ռ�����
�������״���ص�ҵ��������
• ����25��װ���м״�����MK-101/MK-121��װ�ô���������
• ����225������ת����
• 26�� ȼ������������ת����
• 15 ����ȫ�״��ϳ�װ��
• 5 ������װ��
• 7�� CMD ����ת��������
• 9 ����ȫ�״�����װ��
������Ϊ�½��״��ϳ��豸����������װ�õĸ����״�����װ�û������ȫ����װ�õ����й���·��Ӧ�����и���������е���ƣ���Χ�����˴Ӻ�С��ģ�Ĺ���������������������7500 MTPD�Ĺ�����
�ڴ˽��ܲ�ͬ��ģ�¼״������ļ���ѡ���ص���ܵͳɱ��״������ͷ�Χ���Ķ�����������

�״�����ѡ��
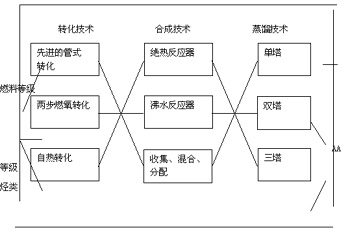
�����������������ҵ���ļ״����������������յ�Ԫ��һ�����ù��̲��֣������ϳ���ת�����״��ϳɡ��״������ù��̡��ϳ���ת����������������˾�����Ĺ�ʽת����һ��ת��������ת��������ʽת������ԭ��ת��Ϊ�״��ϳ������ڼ״��ϳɵ�Ԫ���ϳ����ڷ�Ӧ����ת��Ϊ�״���Ʒ��ˮ�������ĸ���Ʒ���״�������ͨ��˫��ϵͳ�ѳ�ˮ����Ʒ���Ӷ�ʹ�״���Ʒ���Ծ��ơ�
ֱ��ʽ��ˮ��Ӧ����BWR���Ǿ������õıȽ���Ч�ķ�Ӧ�����͡����ڸ߲�������Ҫ����õķ�Ӧ���ͻֹһ���������ͻ�ʧȥ��ģ���á�����������£������������ȼ״���Ӧ������һ���ڲ�ͬ��Ӧ��֮����м����ȴ������������������Ϊ�Դ�ͳ�ļ���ת���������ѡ������������1990��������ռ�����ϡ����䣨Collect, Mix, Distribute ��CMD�����CMD����ȷ�����ϲ���������Ľ����ϡ������������ȫ��ϣ�����������¸������ƽ�����䣬��ˣ�ʵ���˶Դ�������Ч�����á�
ˮ����Ʒ�ڼ״�����Ԫ���ѳ���ͨ���Ĺ����������һ��˫��ϵͳ���ܽ�����ͽ��ḱ��Ʒ���ȶ����ͷ���״���ˮ��Ũ������������������ϵͳҲ��������ϵͳ����һ��Ϊ�����������ڶ���Ϊ��ѹ�²���������������������������������Ϊ�����������ط������ɽ��������èD�D�����ͻ��Լ�ܵ��ܺġ�
װ�õ�Ԫ��ͣ���ɱ�
• �ϳ�����������ѹ���� 60%
• �״��ϳ� 10%
�� • �״����� 10%
�� • ���ù��̵� 20%
�����м״����������ʱ�����յ�ԪӦ�������ǣ�����ÿһ����Ԫ�ļ�����Ӧ����ѡ����ѡ���һ�������ʽ�ɱ���ԭ��Ч�ʡ��ڽ�Զ�ĵط�������ԭ��Ч��ͨ���������γɵĻ�����ʩ�ĵص��Ϊ��Ҫ�����ǣ�ѡ���ص㻹�Ƿ������ʽ�ɱ��ϡ��������ܺģ�ת����ԪҪ����Լ80������̼�������㣩�����⣬��ת����Ԫ��ռͶ�ʵ�Լ60������ˣ����۶���ʲô���أ�ת��������ѡ��Ϊ��Ҫ��
��1��һ��ת��
����һ��ת���У����ù�ʽ����ת���Ϳ������ϳ�������������������ͳ����Ҫ������һ���ա���ǰ��Ҫ���ڸ����ղ�2500 t��װ�ã�����ֻ������Ȼ���к���CO2���ֳ�����������Դ���������һ�������ж������ڽ�����ղ�3030t�ĵ��߳��н�ʹ�á�
�����ּ�������ԭ����Ȼ���ڹ�ʽת��¯��ת����ֻ�м������ļ���δ��ת�����ô˼�����õĺϳ����������ԭ�����е�̼��Ⱦ����ģ�����ֻ����һ����խ�ķ�Χ��������һ�ֵ��͵���Ȼ�����Զ�����Լ40%���⡣��Щ�Ӻϳɵ�Ԫ�������ĺ�������Ҳ����Ϊת��¯ȼ�ϱ����á������CO2�Ļ����ϳ����ɷ��ܱ�����������ֵ,�� M= (H2-CO2)/(CO+CO2), ���Ը���2 (û��CO2ʱM=3)��
����һ��ת���У����к��ܵ�ת����Ӧ�����ڹ�ʽ����ת��¯����ɵģ�����Ҫͨ��ȼ�յ�Ԫ��ת��¯���ṩ�������������������д��������ȿ��Ը�����������������������ͨ������ȼ�տ�����Ԥ�ȡ�����Ԥת�������������£���
����Bandar Imam����Ȼ��+CO2 ת��
��• ��ģ 3030 t��d
��• ԭ�� ��Ȼ�� + CO2
��• ���ܺ� 6.95 Gcal/t�״�
��• �û� NPC�����ʣ�
��• ���̳а��� Snamprogetti �� Sazeh (����)
��• ר���� ������
��• ����ʱ�� 2004��
����һ�����͵ġ���ҵ��������Ȼ��+CO2ת�����������ʵ�1000 kt��a�״���ʵ�֡��ó�λ�ڲ�˹�壬��Bandar Imam������ʯ���ܳ��ڡ����ֳ���һ���ϳɰ�����һ̨��ϩ�ѽ�¯���ṩ�㹻��CO2�� ���CO2 ���ԶԼ״������еĺϳ�����ֽ����Ż�(M=2.05)��CO2 ��Ϊ�����˵�ԭ�����������������ŷŵ�CO2����
CO2ת�������������װ�õ���Ч����װ�õ������ܺ���6.95Gcal/t�״����DZȴ�ͳ����Ҫ��5%��10%������������һ��ʱ��ÿ�ּ״������ɱ���Լ����4��Ԫ����û��CO2��Ӧʱ��װ���ղ��״��ܹ��ﵽ2500 t����������2004 �꿪����
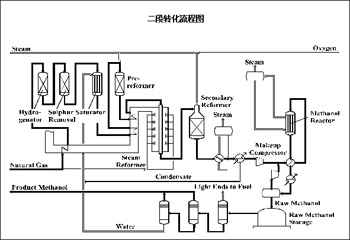
��2������ת��
������ת������һ��ת������ʽת�����Ͷ���ת������������������Ϊ��ɫ����һ�������͵İ���ת���������ƣ����˹�����������/���������������⡣
�������Ķ���ת�������������ĺϳ�������������15%~20%���㣬���������ת��������һ��ת���Ͷ���ת�������п��ܽ��ϳ��������������˼״��ϳɵ���֣�M=2.05����
������ת��¯��Ҫһ��ת��¯�����㹻��δת�����������²�����ͨ����35%~45%��ת����Ӧ�ڹ�ʽת��¯����������ڶ���ת��¯����ġ������ǣ���ʽת��¯����Ҫ����ô�ߵ������²��������ϵ͵�ˮ̼�ȣ��ϵ͵��¶Ⱥͽϸߵ�ѹ������������������������£�ʹ��һ��¯���ɽ���35%~50%���Ӷ�ʹ��ת��¯����������75%~80%��
��Ų�� Tjeldbergodden Statoil�Ķ���ת��
��• ��ģ 2400 MTPD
��• ԭ�� ��Ȼ��
��• ���ܺ� 6.88 Gcal/t �״�
��• �û� Statoil
��• ���� 1997��5��
��• ���Ͳ������� ԼΪ��ƹ�ģ��105%
��Ų�� Tjeldbergodden��2400t/d Statoil/Conoco�״����Ѿ�����������������������ת�����ա�����Ҫ�ص��У�
��• ��Ĥ������
��• Ԥת��
��• �ڵ�ˮ̼���µĶ���ת��
��• ��������
������Ȼ��Ϊԭ�ϵĹ�����֤���ܺ����ֿɽ�����6.88Gcal/t�״����ڱ�֤�Գ�ʱ����ͨ�����൱����ƹ�ģ105%�IJ����²�����
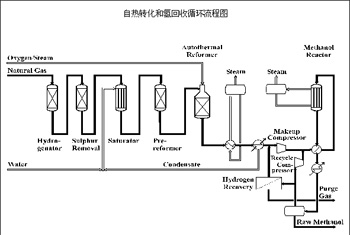
��3������ת���������ѭ��
����������˾�Ѿ�����һ���µļ״��ϳɹ��գ����ر��������ڵ�ˮ̼����������ת�����еļ״��ϳ�������������һ������û�в���CO2�ѳ��������ôӺϳɻ�·�ڷ����������Ļ��պ�ѭ��������������ɡ���һ�״��ϳɹ����ر������ڴ���ȼ�ϼ��״��������� ��������ת��
��• ���� �ղ�7500 t
��• ԭ�� ��Ȼ��
��• ���ܺ� 7.05 Gcal/t �״�
��• �û� �¼���Eurochem
��• ���̳а��� Snamprogetti
��• ר���� ������
��• ���� Ԥ��2006��
����һ��ʹ������ת�������Ĺ����������������ղ�7500t�ļ״�������һ�״��������ļ״�������һ���µ�MTO�� �״�����ϩ���������ƻ���2006�꿪����
����4�����ڼ״������ĺϳ�������ѡ��
�����ڲ�ͬ�����Ͳ�ͬ��������ļ״��������գ������������˴������о���������£�
��• һ�ι�ʽת����ˮ̼��Լ2.5��������Χ������2500t/d����һ�ι�ʽת��������ʱ������CO2����߲�����
��• ����ת����ˮ̼�� 1.5~1.8��������Χ��1500~1700 t/d����һ�ι�ʽת����ȣ����麬���ߵ���Ȼ��ʹ�ö���ת������ô���о�������
��• ����ת����ˮ̼��0.6~0.8��������Χ��5000~10000t/d�����麬���ߵ���Ȼ��ʹ�ö���ת������ô���о�������ʹ��CO2������ת�����߱����ơ���������ת����������ȼ�ϼ��״���������MTO��������������һ�����ơ�
����5���������������
����������˾������һ������װ�ÿ�ʹ����ҵ�������ֲ���ת���״��������������Ӳ������ԣ�����װ�ý��ա����ڰ�װ����Ͷ�ʵ͡������Ǽ״����������а�����ϵļ���ѡ��
��• �ڷ����豸�����ð���·�ڷ����е�����������ǰ�˵�CO2
��• �����豸���״���Ӧ���백���任��Ӧ������ʹ��
��• ͬ���豸�������а�������ѹ������ȡ����״���Ӧ��ѹ��
������������ KEDAH��ΪPETRONAS����һ�������İ�������װ���������С�����ʹ�ü״�����ԭ�ϣ������������1125t/d������A���״���200t/d���״������ܺ�Ϊ6.8Gcal/t�״���
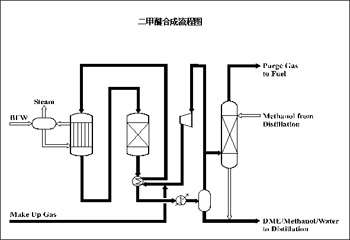
����6�������ѣ�DME���ϳ�
��DME�ѱ��������г��ϵ�һ�־���ȼ�ϣ��������ɵͳɱ�����Ȼ��ֱ�ӻ�ã�������Щ��Ҫ���������м�ֵ��ѡ���г����������Ƿ��糧��ȼ�ϣ�Ҳ������LPG�����Ʒ��
������������DME�Ĺ��ս����������Ȼ�������״���֮�����ڵ��߳�ת��ΪDME�����м״�/DME�ϳɵ�Ԫһ�廯���ص㡣���ֲ����ڽ�һ���ӹ�ΪDMEǰ����Ҫ����;����״���Ϊ�м䲽�裬 ��˽�ԼͶ�ʲ��������ܺġ�
����һ���ֵķ�Ӧ�Ǹ߷��ȷ�Ӧ�����Կ�������ȴ��ķ�Ӧ���ڽ��С��ڶ������Ǽ״�ת��ΪDME������Ƚ��٣�DME�ϳ�����װ��˫���ܴ����ľ��ȹ̶�����Ӧ���ڽ��еġ�
��DME����ϵͳ������Ӧ���ݲ�Ʒ��Ҫ���������ͨ������ȼ�ϼ�DME�������״���ˮ���ɽ�ʡ������Դ��Ͷ�ʡ�
���ڴ��ͳ�������ʵĺϳ���������������������ת����������������������װ���ղ�DME����7500t��
����������������һ��������DME��ͨ���״���ˮ����DME�ļ�����Ҳ����Щ��ʹ���������������м״����Դ˼���������Ȥ��
����7���� ��
����״���صļ����У��������й㷺��ר�м����������ѡ��״���������ʱȷ��������û�����ƫ���Ľ��顣
���ڴ˽��ܵ��йغϳ����Ʊ����ڼ״�������ʹ�õIJ�ͬ��ת��������һ��ת�� --- ��/��CO2���ӣ�����ת��������ת�������о���ҵ�����ѿ��������µļ�����չ�����ʹ�ø��ּ����ڲ�ͬ�������������;��Ӧ�ø��ӹ㷺��
�������ṩ�˹�����ϣ����������ںܵ͵IJ�����Ҳ��һ�����ù�ģ�������һ������������ѡ��
3���ϳɰ�����
��������ҵ��ת���ģ�������û���չ���¼������ϵؼ��Կ�����Ӧ�á��ڹ��ʻ�����ҵ�г������������ҵĻ����£���������˾����ԭ�еĺϳɰ����������˸Ľ���������ߵ��µ�ˮƽ�����ģ�ϳɰ����Ѷ���װ���������С�
����1�����������ռ����ص�
����������˾ͨ���µĹ��ո�����豸��Ƶ��ص㣬�����������ԵĴ�����ʹ�ϳɰ����������ģ������չ��̽�����ɹ��ľ��顣
����������һЩ�·�չ�������Ľ���ת��¯��ƣ�����ת��¯��������¯�ܣ��Ľ���S��200���ϳ�����ƣ���ѹ�������������ᣬ�Լ������ܵĴ��������磺������ѻ��Ľ��Ķ���ת����������
���������ᵽ���·�չ�����������������½��ϳɰ���Ŀ�ϡ���Ӧ���豸��ģ����ƿ��ǽ��������ÿ��װ�ý��е���������
��һ���·�չ
�Ľ���ת��¯���l
����ת��¯��������l
�Ľ���S��200�ϳ������l
��ѹ������������l
�����ܵĴ���l
��2�����������ռ�����Ӧ��
��ĿǰӦ����������˾�¼�����Ƶij����ģ�ϳɰ�װ���ѳɹ���Ӧ������������һЩ�����ģ�ϳɰ������簢��͢��Profertil�ղ�2050t������ί��������Pertinitro�����ղ�1800t������
������͢��Profertil S.A., Bahia Blanca������2000��7�¿������������������½��ϳɰ�/��������װ�ã��ص��ǵ����ղ�2050t�ϳɰ�װ�ã������ղ�3250t����װ�á��ϳɰ�װ���ǻ�����������˾���ܺĺϳɰ�������ƣ�����������һ�κͶ���ת���������任��MDEA������̼�ѳ������黯��ѹ����S-200���ϳɻ�·������յ�Ԫ�Ͳ�Ʒ���ա�Ϊ�ﵽ�ղ�2050t��������������������˾ͨ���������͵�ת��¯�ܲ��ʸĽ��˲���ת��¯����ƣ�ʹת��¯�ܵ�����������264����ʹת��¯��������ijߴ������Լ8�����������͵���������Ľ��˶���ת��¯����ƣ�ͬʱʹ���˸Ľ��Ͷ���ת�����������ð�װ��һ��ת��¯���ε�Ԥת��¯����ԭ�����еĸ���ת��Ϊ���顢һ����̼����������ʹһ��ת��¯�ĸ��ɽ���25�����ϣ�Ϊȷ��̼��ϵͳ�����������ͨ��Ҫ����MDEAϵͳ��ȡ�˼Ӵ��豸�ߴ����ƣ����ϳɻ�·�Ľ��ǻ��ھ�����S��200�ϳ�����������ר�еĺϳɴ�����Ʒ��ʹ��ɴﵽ�ϸߵİ�ת���ʣ��ϳɰ�װ�ø���Լ340t/H�ĸ�ѹ����������װ��ѹ����������������������
��ί��������Fertinitro��Jose�����������ײ����ղ�1800t�ϳɰ�װ�ã��������ղ�2200t����װ�á���ϳɰ�װ�ö��Dz����������ĵ��ܺĺϳɰ����գ���������һ�κͶ���ת�������α任����Giammarco��Vetrocoke��������̼�ѳ������黯��ѹ����S��200���ϳɻ�·���������յ�Ԫ�Լ���Ʒ���գ����������밢��͢Profertil�ϳɰ�װ����ͬ�����������Ƕ�����̼�ѳ����ֲ����ˣ�Giammarco��Vetrocoke������������MDEA������
4������
��Topsøe��˾���������������50�������ʷ�ˣ��������еļ�������ؼ�������Ϊ���������ṩ�������Ĵ�����Ʒ�Ϳ��еĽ��������Ϊ����δ��������ʹﵽһ�����ߵ�Ŀ�꣬Topsøe����������ȫ�����������й�ҵ����ĸ��ִ����̵�Ԫ���ϳɰ����״����⡢���ᡢ��ȩ��ʯ�ͻ����������͵�����ҵ�ȡ�
��Topsøe���¿����Ĵ����У�
����1��LK-823���͵ͱ����
��������˾�¿�����LK-823�͵ͱ���������ܴ�ͼ״���������ʹ�ϳɰ�������װ�����������豸������д��Ͷ�ʼ������㻷��Ҫ�ô���Ϊ��������˾������֪��LK-821-2�͵ͱ�����Ľ�һ���Ľ���LK-823��老ٽ������߿ɼ��ټ״��������γɣ�ͬʱ�ֱ��ָ߱任���Ժ��Ͷ��ԡ�LK-823�ʹ����ϵĵͼ״��������������Ѿ�����ҵ��֤����������������9�ϳɰ�������װ���ϡ�
����2���״��ϳɴ���MK-121
�������״��ϳɴ���MK-121��Ϊ������״����������ֽ������漤�ҵ��г��ϵ���Ҫ�������ġ������Ż���ͭ�ֲ���MK-121ȷ���˴������ڸ��ԣ��Լ�������ǰ����ƷMK-101��ȸ���Խ���ȶ��ԣ���ͬʱӵ��������ѡ���ԡ����⣬MK-121�ṩ�˸߲������ԣ����ڹ㷺��������ɷ�Χ��ʹ�á�
MK-121���ص㣺
�����Ĵ�����Ч����l
���ӳ���ʹ���ڼ���ߵ�ת���ʺ�̼ת����l
�ּ״��и��͵ĸ���Ʒ����l
�ڽϴ�ϳ�����ɷ�Χ�ڵIJ������� l
��ߵĻ��Ժ���Խ��ѡ����
MK-121�ij��ڻ��Ա�MK-101��10-15%����ʹ�ڿ���������MK-121���ȶ��Ը��á� ��˵���ڴ������������ڼ�ʼ�ձ����Ż������ƣ���һ¯��װ�Ĵ���������������ļ״���MK-121��ʾ����Խ���ȶ���ѡ���ԣ�ʹ�����������������ڼ丱��Ʒ���γɺܵ͡�����MK-121���ߵĻ��������ڽϵ͵��¶ȣ��������ڸ���Ʒ�γɵ������²���������Ʒ���ܺ���ͨ����MK-101�������͡����ڽϸߵĴ������Ժ�������β�Ʒ��ʧ�ļ��٣�����ܴﵽ���ߵļ״�������MK-121����������������ԭ�Ϸ�Χ�ĺϳ����²�����ú�����ͺ�����̼��������IJ�����������Ȼ����Һ��ʯ������ʯ���͵�����ת����������ǰ�˵IJ���������һ����̼��������̼�����������еĺϳ����Ƿ�ḻ��MK-121����ȷ���൱�ߵ�ת���ʡ�
��������˾�����ڼ״���ҵ�� �ɸ��ݼ״���������Ҫ���ṩ��Ӧ����Ҫ���������ʽ������ ��ʵ���ϵ����˶�����ļ״����������Ŀ����Լ��ɸ��������ֲ�����װ����Ŀ�����
��3���״���������
������ִ��������и�Ч�ĺϳ����Ʊ��Σ���DZ�ڵĶ��Գɷ����ڴ������������ڶ��������״��������ж�Ҳ�ɺ��Բ��ơ�MK-121���кܸߵ���ͽ����ʻ��������������ڴ��������¿���ȫ�����Լ��������������Ӱ�졣
������������һ�ֱ������������������ȴ��ڵ������������/������ʻ��ﺬ���쳣�ߵĹ����� ��������Ĵ������ڻ�·�У���Ч���������Ⱥͽ����ʻ�� ���Ҳ����γ��κθ���Ʒ����������ͭ����˾����ʶȵġ���ʵ��֤����̫�����ļ״��ϳɻ��ԡ���ʵ�ϣ��״��ϳ����ͣ�����ͨ����������������ͨ������
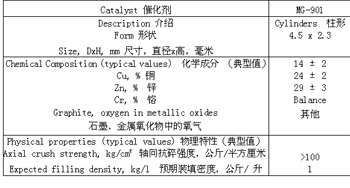
�״���������MG-901
MG-901��һ�����ڱ����״��ϳɴ��������ж���ͭ/п/����������
��4��DME������
��������һת�����״��������ڶ�ת�����ϲ�˫Ч�������²���ˮ������
����5������װ��
������װ��ķ�����Ϊ��Ҫ����Ϊ�������ܴܺ�̶���ȡ���ھ��ȵ������ֲ������Դ���Ӧ�����ܾ��ȵ�װ����ȷ����Ч�����ô���������֮�⣬����Ӧװ��þ����ܵ��ܣ��Ա�����ȵر�����װ�����Ļ��ԡ��������������µ�װ��������ڸ������͵ĺϳ����������ߴ�����װ���ܶȣ����Ľ�ͨ���������������ֲ�����������˾�������е�װ������������о��Ա㿪�����µİ�װ�����ļ�����
����6�������������ֳ�Э��
�������ṩ�������ʽ������ ��������˾����������������Ҫ�ṩ�ֳ�Э������������MK-121�ڹ���ʱ���ṩһ���װ����������桢װ���Ͳ�������IJ����ֲᡣ�������ṩ���о���Ĺ���ʦ����MK-121��װ��ͻ�ԭ���ֳ���ѯ������һ�����������������ǵ�ʹ�ã��ܹ���ȫ����ԭ�����г�������ʱ�ز����������е��⺬����
����7����������
�������������������ڼ䣬�������ṩ��MK-121��������������ʽ�ĺ������������������ͶԲ������������ܵĵ����Դﵽ������ܵĽ��顣�����Ķ���������ʹ��������˾����ȷ�ؼ�����������������ʱ������ȷ������ʱ�䡣��������������ϣ����������ṩ�ֳ���������Э����������ͬʱ�ṩ��ʹ�ù��Ĵ�����Ʒ�Լ��ּ״���Ʒ�ķ�����
5�����ڽ�¯�������������WSA����
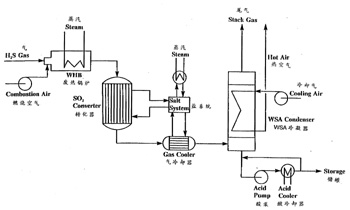
��WSA ������һ�ֲ��������ォʪ������ת��ΪŨ����Ĺ��ա� ú��������¯�Լ���¯�е������ѳ����͡��������Ͱ��Ⱥ�����������ѧϴ��ȡH2S������ʵ�����ù��գ����������к� H2S 5%��80%��ʣ��������ҪΪCO2�� ���д�����ˮ�������ɷֿ������軯�⡢�����ʻ�������������������CO�ȡ�
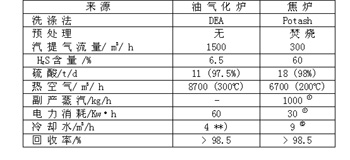
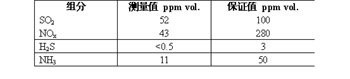
������������Ũ����� 1 ��ʾ��
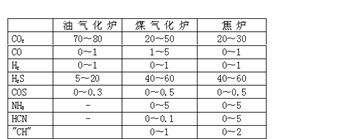
��1��WSA��չ
�����������˼ط����ŷŵ�������ȥ��������Щ H2S ����Ĵ�ͳ����������Ԫ����Ŀ���˹���պ������Ṥ�ա����ں��ߣ���ͳ��Ӧ�õIJ��Dz���98% H2SO4�ĽӴ����վ��Dz���78%H2SO4 ��ʪ�������ա���������˾��70�������ѭ�������������б��������������Ũ����ԭ������ ��WSA( ʪ���ᷨ)���ա����ݴ˸����ڷ�������佨����������(���Ƿֱ�����Ȼ������������������������Щ����ͣ��)����80������˹��վ�����������Ƴ�Ϊ����㷺Ӧ���ڸ�������� WSA ���� (��2)������������һ����������¯�������͵¹��Ľ�¯����ʹ����WSA ���ա��ݿ�˹�工�˵�һ����ú����¯�����ڽ���һ�� WSAװ��(��3)��

������2������
����ͼ 1Ϊ�ù��յ�����ͼ��
������4���������ͳ��������
��H2S��������25%�����壬������͵Ľ�¯��H2 SΪ 40%��80%��ͨ�������ȷ���ת��ΪSO2���� 5%��6%SO2�����弰������������������ˮ������ H2S ����������ˮ��������Ӧ����SO2 ��
������3����������
������������Ͷ�˵Ĵ��� H2S ��WSA �����Ѵﵽ����Ԥ��Ŀ�ꡣ������ϵͳ���зdz������������ װ�ö� H2S �ı仯����ô���У��磺���������ٻ�Ũ�Ƚ���ʱ�� �¶Ȳ��ή�����¶��֮�¡�������ʴ��ȫ���κ������������ܵ�����ѡ��̼�ֻ� 1/2��Ͻ�����ϵͳ��ά����Լ����ڲ��ŷ��ε�����½��з���ά�ޣ�ֻ����ô��е�ѹ��������ˮ�����������δӷ����������������Ϳ��ԡ���ȴ��Ӧ���� SO2 ת�������ѡ�� ���ڳ����¶���Խϵͣ�
����4������
�����ж� H2S ������д����Ĺ������춼�Ѵﵽ��Ԥ��Ŀ�IJ�֤���ˣ�
��• ������ȫ�Զ�����������Ӧԭ�������ʵIJ�����
��• ������ʳ��� 98%�������ŷŵ���15 ��10-6��
��• ����Ũ�ȸ���97.5%, ������ԭ������ˮ������Ӱ�졣���ǽྻ�ģ�û���̻ҵ���Ⱦ��
��• �Ȼ��ո�
��• ��ȴˮ���ĵ�
��• ������ȴˮ��¯��ˮ�� WSA���ղ�����Һ��������
6�����������·�
��ATS�����ص�
��• ���������Ҵ���������������������
��• ������ˮ�������壨��H2S�������壩
��• ����ճ���99.95��
��• ������100��
��• û�з�Һ�������
��• ATS��Ʒ�ĸ���ҵ��ֵ
��• ��ƽ���
��• ȫ�Զ�����
��• Ͷ���٣����гɱ���
��20����������������˾һֱ����������չ��ռ����Ŀ�����������ͳ�����Ч�档��80������ڣ��������Ƴ���ʪ�������ᣨWSA�����������ڰ����ͳ������е������, Ϊ��ҵ��Ũ���ᣬ�����������������װ�õķ�����������2000�꣬��������˾�����˴�����������ֱ������60����������᰷ˮ��Һ��ATS���Ĺ��ռ�����ATS���տ������Ҵ����������ķ�������ˮ�������壬��������ˮ�������塣���ң�����˹β��Ҳ����Ϊԭ�ϡ�ATS���տɻ��շ�����99.95%�����100���İ���������û������������̵���������δ���յ������SO2����ʽ���ڡ�ATS��ΪҺ�������ʽʹ����Խ��Խ�ࡣ��һ��������������������ATS��װ����2000���ڵ���Kalundborg��Statoil A/S���ͳ�Ͷ�����С�
��ATS���չ����еĻ�ѧ��Ӧ
ȼ��
��(1) 4H2S + 6O2 �� 4H2O + 4SO2
�����������ⰷ (AHS)
��(2) 4 SO2 + 4NH3 + 4H2O �� 4NH4HSO3
����������᰷
��(3) 4NH4HSO3 + 2H2S + 2NH3 �� 3(NH4)2S2O3 + 3H2O
��ATS������������������ѧ��Ӧ��
��(1) ����������壬���������Ҵ����������ķ������ڷ���¯�������ȼ�ա�
��(2) ������H2Sȼ�����ɵ�SO2��ˮ�����γ��������ⰷ��AHS����
��(3) ���շ�Ӧ��2�����ɵ��������ⰷ��������ˮ������������������Ͱ���Ӧ�γ�60����������᰷ˮ��Һ��
���ӷ�Ӧʽ�пɿ�����1Ħ����H2S��Ҫ1Ħ���İ�����������������֮������ȼ������SO2��������֮һ����ATS��Ӧ��ͬ������������֮�������γ��������ⰷ������֮һ����������᰷���ɷ�Ӧ��
����ATS ����
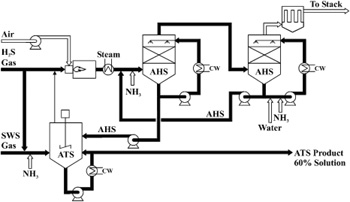
ͼ1 �����ڵ��� Statoil A/S������ATS����
�����˷��ղ���Ͳ��������⣬ATS������һ���Ǵ����չ��̣��ڳ�ѹ���¶ȵ���100 ���µ�ˮ�����з�����������������壬���������Ҵ��������������壬������ATSװ�ã����������Ҵ����������ķ����Լ���ˮ���������е�H2S�Ͱ���ƽ�������H2S����ȫ����ȼ�ճ�SO2���������ڲ�����������������ͨ�����Դμ���������AHSƶҺ�������һ����ȴ���ڰ��������һ�������������ⰷ������֮ǰ��AHS�γ�����Ĵֵİ������뵽��ȴ��������У�Ȼ�����ٲ��ֵİ���ˮһ���͵��μ��������С����Ը���AHS���������ķ���������μ�ƶAHS���������ڸɾ��������ŷŵ��̵�ǰ��ʣ���SO2�μ��������б����ա�AHS�γ���������а��Լ�ATS��Ӧ����ֵİ����ⲿע�����ˮҺ������������ATS��Ӧ�����߶�������ѭ������ѭ����ȴ����ȥ��Ӧ�ȵ��ص㡣AHS��Һ�ɱ�����ATS��Ӧ�����ڷ�Ӧ����AHS���������ˮ�������еİ���Ӧ��Ҳ���������Ҵ���������������������ⲿ�İ����в��䡣
ATS װ�õ��ŷ���
������Statoil A/S�ڽ���ȡ��һ����������С��Ч�ʵ��µľɵĿ���˹װ��ʱ��ѡ����������ATS�������棬û��ѡ���½�һ������˹װ�ã��������¼���ԭ��
��• Ͷ����
��• ��Ч��
��• �Ի��������Ѻ�
��• ����ˮ�������еİ�����Ϊ�м�ֵ�ķ���
��• ����Dz�Ʒ���м�ֵ
�����ܲ��Թ�����������������ͼ��ʾ���ŷ����ݣ��������ʾ�˼��ߵĻ����ʣ���Ҳ��ATS����һ����Ҫ�ص㡣
������ˮ������������ATS
��ǰ��������Statoil A/S���ͳ���ATSװ��������ȡ������Ч�ʵ͵�һ���ɿ���˹װ�ã������Ҫ���ܴ������������ķ������ܴ�����ˮ�������������Ļ����������ˮ�������а�������H2S��������ʣ�ˣ����Ҫ�����ⲿ����ˮҺ����Ȼ����ATSװ��Ҳ���Խ���������ˮ���������а��������ܲ�����ATS������ƣ�����������£����б�Ҫ������ˮ�������ᣬ��������븻��H2S�Լ�����������ˮ���������������������屻����������AHS��������ATS��Ӧ���С�һ���ָ���H2S�������ATS��Ӧ����ʣ�ಿ�ַ��ճ�SO2��Ȼ������AHSһ����������������ˮ�еİ�����H2S��֮��Ĺ�ϵ��һ���б�Ҫ�Ӱ�����������������H2S�����߰�H2S���������еĿ���˹װ�ã������������Ҵ����������ķ������������ˮ�к��й�����H2S�£�Ҳ���ܻᲹ��������ˮ����ĸ���H2S�����塣
��5��ATS ���ϵ�����
• �����ռ���,�ұ���ʱ�䳤
• �ٽ��������˶�������
• �����Ԫ��(Mn, Fe, Cu)������
• �ӳ����غ͵��ط��е�����ʧ
(���õĵ����պͼ��ٵ���ˮ��Ⱦ)
• ����������������������Һ�а��Ļӷ���
�Զ������ŵ㣺
• ��ˮ���������еİ�������Ϊ�м�ֵ��ATS���ϲ�Ʒ
• ����˹װ�ÿɼ���Կ���˹װ�������ܼ��ֵ���ˮ����������
• ����˹װ�ô������������ͷţ���ʹ�����ܴ��������H2S����
�� • ����������ⲿ���백��ATS��Ʒ�������ɱ����Դ��
�� • ���ڲ���Ҫ���Ĵ�����ʩ������Ҳ��������Ͷ�ʳɱ���
������б�Ҫָ��������˹װ�õ�β��Ҳ��������ATSװ���貹��������Դ������������������ķ�����H2S����ˮ�������塣����ATSװ�õĻ���Ч�ʴﵽ99.95������˶Կ���˹β�����������ٰ�װ������ʩ���ͻ���˼��ߵ�������ա�
��5��ATS�����ʼ�Ӧ��
�ִ�ʩ�ʣ�Խ��Խ��Ϊͨ���������ǣ���ƺ������ķ���Ҫ���������������غ�����ֲ��ׯ����Ӧ����ij������Լ�����Ӫ����ֵ�Ҫ�������ķ�������ǻ�����ϸ���������������������ر���������һֱ�����ַ�չ���ƣ���������Ҳ������Ϊ����ŷ�����ڵ����������������á�����Ȼ������������ķ����γ���Һ�����ʽ���Թ������ʽ������ʵ����ˣ�Һ�����ʹ��Խ��Խ�ࡣҺ����ϵ���ɰ������ء�����������UAN��������淋Ļ����Һ���Ͱ����طʣ�NPK����ɣ����������µ�����D�DATS����ATS����Һ����ϵ�һ����ҪĿ���Ǹ������ṩ��Ԫ�أ�������Ϊ������Ҫ��ׯ��Ӫ���ɷ֣���������������ľ���������IJ������������Ե糧��������¯�����������������ɵġ���������ATS���������������״̬���ڣ����ʹ������ܿ����������ܱ���ʱ�䳤�������������ᵽ��Ϊ�����ṩ�����ҪĿ���⣬ATS����һЩ�������ԣ�����ӿ��������̡�����ͭ����Ԫ�ص����գ������ӻ����ĺ�ɢ�����������������ׯ�ڶԵ������ղ������˵ر�ˮ�͵���ˮ����Ⱦ��
ATS��Ӧ��
• 60%����Һ����12% N �� 26% S��12-0-0-26S��
• �����ܽ�����Һ�У������ܽ������ء�UAN�����ط��Լ������
• ���ڿ��ٲ���Ҷ������
• ����ũ��ֱ��ʹ��(�����������������)
• �����ڹ�����Ȼ�������ȣ����磬��������
• ��ʴ�����ڴ���
ATS���˱�����Һ���������⣬���ܽ����ء����������ȵȷ�ʽֱ��ʹ�á����Dz鵽��ATS����������Чͳ�ƿ��ݵ�1997�꣬ͳ����ʾ1997��ATS��������Լ8���ﵽ��Լ700,000�֣���1/3��ֱ��Ӧ�ã�2/3���Է��Ϸ�ʽӦ�á��Դ�һֱ��������������ȥ��ŷ����������ȣ�ATS��Ϊ������;�����ѻ����٣���Ԥ�ƽ������ӡ�
7����������ȩ����
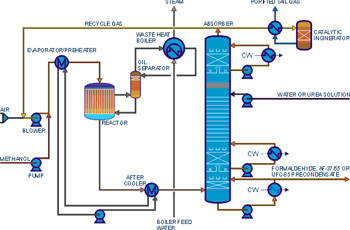
(1)��ͳ��������
������ѭ�������ѹ�����룬Һ��״��������ϣ�����Ϻ���ȡ��״�����ѭ���ͼ��ȵļ�������������������뷴Ӧ��������װ�������ֱ�йܡ��ڴ˹����У��ݵļ״������й�ʽ��ת���ɼ�ȩ:
CH3OH + ½O2 �� HCHO + H2O
���ڷ�Ӧǿ�ҷ��ȣ��������ϱ�����ѭ������ȴ���뿪��Ӧ�������屻���������������ѭ���ͽ�һ����ȴ����ȴ������屻�͵�����������ȩ��ˮ�л���ϡ������Һ�б����ա�
�����Ҫ�IJ�Ʒ����ȩŨ��ҺUFC-85����ȩ����Ҫ��ϡ������Һ�����ա�Һ���ȩ��ƷŨ��������Χ����37-55 %��Ȼ��UFC-85 ����60%�ļ�ȩ��25%�����ء���Ȼ��Ũ�ȸ��͵IJ�ƷҲ���Եõ�����ȩ��������ͨ���ù���/�գ�37 wt %������ʾ��
��2����ȩ����
�Ӽ״�ѡ����������ȩ��Ʒ���������г���40��Ŀ���������ȩ�����ľ��顣���ǵ� FK-2 �����Ǹ��ٽ������f��������, ��ȷ���������ȶ��ԣ���ʹ�������ڽϴ�ͳ�����f�����������ߵ��¶������½��С�
�������ļ�ȩ�����õ��������������緶Χ�ĸ��ֲ�ͬ���͵ļ�ȩװ�õĹ�ҵ���������飬���У��г���ʮ����װ��ʹ�������Լ�����������ȩ��������ʹ�����ܹ��ڲ�����ѹ���ȷ��治���Ż� FK-2�����ܡ���ʹ�ù��ļ�ȩ���������������ṩ����Э��������
��3��������SR��ȩ����
�ڼ�ȩ���շ��棬�������Ƴ��˶��ص��¼���: ������ SR��ȩ���ա���νSR����ָϵ�з�Ӧ�����ù��ռ��ʺ�����װ�õ����ܣ����ʺϽ����µ�װ�á�Ȼ�����ù��յĹ����Ƕ��ض���: �ڵ�һ����Ӧ�������ڶ�����ȩ��Ӧ�����ڴӵ�һ����Ӧ�������������ж������״����з�Ӧ���ڲ����ӷ�Ӧ��������¿ɻ�ø��ߵIJ�����
���������SR��ȩ������������һ����Ӧ����װ���У����ܿ��ԷŴ�100%���ڴ������£������������������ߡ�
������SR��ȩ����������1998����Թ�ҵ��ʵʩ�����ǽ�һ��ȩװ�õIJ��ܴ�120 MTPD(37%)����220 MTPD(37%)����������װ����ת���á�
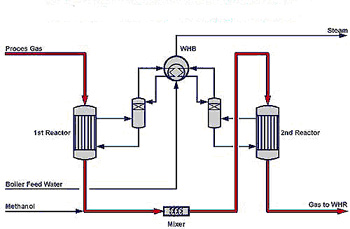
������SR��ȩ�����������̼�ͼ
��������������22�����ش���1008��
�ʱࣺ100004
�绰��010-65158886
���棺010-65127381
�������䣺htb@sw.com.cn
��ϯ����������

