



大型甲醇装置及甲醇脱水生产二甲醚的设计
作者/来源:托普索国际公司 日期: 2007-03-13 点击率:4488
1 概述
最近在甲醇工艺设计上的进展很大程度上都集中在最大限度地增加装置的单系列生产能力。这种趋势在很大程度上源于最近出现的技术进步, 例如,自热转化领域取得的技术进步和规模经济的结合给有效利用紧缺的天然气提供了千载难逢的机会。
托普索已经协助数家客户对位于偏远地区的几家大型甲醇装置的设计进行了研究。这种接触得以使客户对这种装置的要求有了清楚的了解,并对如何最好地满足这些要求开展了全面的工程设计研究。
甲醇装置远离其他工业现场自然会导致产品运输成本增加, 并且装置所需的所有公用工程(电力,蒸汽,氮气等)也必须专门建造。而且生产出的大量甲醇作为单一产品使生产厂商易受世界甲醇价格变化的打击和影响。 在项目实施期间这些实际情况都要估计到,以避免给未来装置的总体经济效益带来不利的影响。
因此对工程建设现场的调查选择具有重要的意义,采用经济灵活的方式就能根据需要,生产一种以上的产品。这样装置就减少了经济风险,并能更有效地利用装置的公用工程,从总体上降低运输成本。
可以和甲醇联产的产品之一显然就是甲醇的衍生产品,例如二甲醚。
无论甲醇和何种产品联产,有一点是肯定的,那就是甲醇装置的设计必须灵活。无论从现场条件的变化(例如由于某个设备的淘汰),还是从天然气成分不可避免的变化(在气田中天然气逐步耗尽时发生)考虑,这一点都是非常重要的。
这是对位于偏远地区的一套大型(最大生产能力为10 kt/d)甲醇装置工程设计的详细研究得出的重要结论。本文的目的是为了说明由托普索提供的甲醇工艺技术和催化剂不但适合建造大型生产能力的甲醇装置,而且这种装置具有良好的内在灵活性。这种特性使我们产生了这样的观念:大型甲醇装置设计的理想选择是装置能在变化范围大的条件下操作。
2 大型甲醇装置的设计
借助在低汽碳比(S/C)条件下操作的自热转化炉(ATR),实现经济上最有效地大规模生产甲醇合成气和天然气合成油。自热转化是经充分验证的技术,从上世纪50年代开始就应用于合成氨,甲醇,氢气和富一氧化碳合成气的工业化生产。但是直到90年代开发设计出了新的烧嘴,才得以使自热转化在更理想的条件下操作,也正是这种开发使目前的自热转化技术具有如此强的竞争力。
与其他转化技术相比,托普索提供设计优良的 CTS型烧嘴,以及能在很高的出口温度和低汽碳比条件下操作更提高了自热转化技术的竞争优势。这些操作条件导致对氧气和天然气的要求降低,也降低了对催化剂和公用工程的要求,并减少了对设备材料的投资。
此外,自热转化技术的开发已允许增加单系列装置的生产能力。 这样,以后设计建造的甲醇装置,其生产能力就可以超过目前世界级甲醇装置的生产能力许多。由于自热转化技术已经在工业规模的装置中,在0.6的汽碳比和1050 oC 出口温度的操作条件下得到了成功的示范性验证,所以与此项技术相关的技术风险实际上已经消除。
以自热转化技术为基础的甲醇装置之累计优势,使甲醇生产的成本比传统技术的世界级装置低出大约30美元/t。这样,即用比最近几年甲醇市场价格低出许多的价格来测算,投资新的甲醇装置也是值得的。
图1是基于托普索自热转化技术的甲醇装置设计示意图。其主要工艺步骤如下:来自界区的天然气经脱硫后在与要求的整体汽碳比相匹配的温度下输入蒸汽,使之饱和。然后对工艺气体进行预转化,使工艺气被预热到650oC 。此预热步骤是十分关键的,因为在以后的自热转化过程中,提升温度要增加氧气的消耗。预热后的工艺气进入自热转化炉,与蒸汽和氧气发生反应生成合成气。此合成气有很高的活性(一氧化碳/二氧化碳比高),并且氢气含量比化学计量配比略低(从生产甲醇的目的考虑)。所以在工艺气进入甲醇合成回路前要加入氢气。
甲醇合成是在装有托普索高活性甲醇催化剂 MK-121的沸水反应器中实现的。上述的综合优势使甲醇合成实现卓越的反应器控制,非常低的循环比,以及相应紧凑的设备设计。在甲醇合成回路中未反应的气体送往一个膜分离器,分离回收的氢气送入系统循环使用。
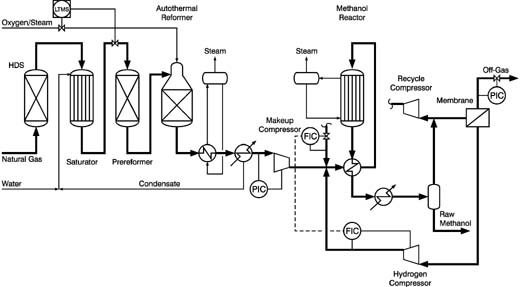
图1 以自热转化为基础的甲醇装置前端和薄膜氢气回收示意图
3 大型甲醇装置的工程设计
下面是被研究的大型甲醇装置设计时确定采用的。
这是基于前述工艺技术,最大容量为10 kt/d甲醇装置的基础设计。装置位于偏远地区的一个新工地,此区域装置需要的公用工程是先前几乎不具备。 所以在设计中,要求装置操作简便,适应能力强。
此外,为适应变化的市场形势,装置必须具备内在灵活性。装置生产的甲醇主要用作燃料,或者用于下游烯烃产品的生产。但是在市场对燃料甲醇或烯烃产品需求低迷时,装置经过较小的改动,也能够联产AA级的甲醇。同样,装置的设计也要使其能在天然气成分变化幅度很大的条件下操作, 要能部分补偿原料天然气资源接近耗完时天然气成分的自然变化,也要能部分补偿上游生产装置安装带来的影响, 直到只能选择天然气的重质部分作为原料。
3.1 设计的灵活性
工程设计研究发现了几项特性,这些特性将在装置的设计中考虑进去,以满足前述的要求。下面对此作详细一点的讨论。
3.2 合成压力的灵活性
合成压力一直是甲醇装置中一项非常重要的工艺参数。提高压力(例如为了补偿催化剂活性减小的影响)就可以维持甲醇产量――部分是根据勒沙特列(LeChatelier)原理, 部分是因为增强了回路分离器中甲醇的冷凝。但在本特定工艺中,由于膜分离导致的压降,提高合成压力还有额外的效果。可以采用提高压力(取决于原料气的组分)来增强氢气回收,这意味着实现了更高的总体碳效率。所以可以发现给提高合成压力(与使用新的催化剂时要求的压力相比)留有足够的余地是有好处的。
3.3 循环比的灵活性
从图1可以看出,流过甲醇反应器的工艺气体是循环气、新鲜补充合成气和氢气的混合物。在甲醇装置中循环比(循环气量与新鲜补充合成气之比)是甲醇装置另一非常重要的工艺参数。增加循环比不但可以提高产量,而且可以减少副产物的生成,这是因为送到甲醇合成塔的入口气体反应活性减小了。但是这种优势的实现是以增加回路的流量和压降为代价的。所以循环压缩机的设计将循环比和压力的预期变化导致的多种操作模式进行了考虑。
3.4 氢气回收系统设计的灵活性
在下面图2中,将“典型的”(循环比2.0, 压力8.3 MPa)甲醇合成回路中,理论上可以实现的碳效率和氢效率作为纵坐标;补充模数M (合成气中(H2-CO2)/(CO+CO2)之比)作为横坐标,画出补充模数与合成效率的关系。如可以预料的那样,模数低时氢效率高,模数高时,碳效率高。
但是从设计的角度看,生成的甲醇量与通过反应塔的流量之比才是真正重要的。所以将这条重要曲线(经常用单程转化率来表示)也以索引变量单程转化率(CPP)的形式画出。如预期的那样,单程转化率峰值在补充模数2.0左右处出现。
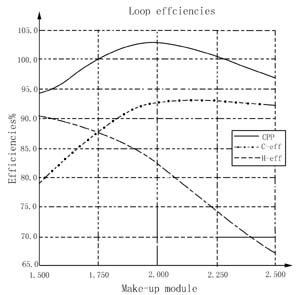
图2 典型的合成效率与补充模数的关系
图2 清楚地显示出补充模数接近化学计量是多么重要。本文前面已经分析过怎样实现这一点――或者从合成气中除去二氧化碳,或者加入从弛放气中回收的氢气。在这两种方法中,去除二氧化碳的方法有些缺点:一部分合成气在进入回路前会损失掉。所以采用从弛放气中回收氢气对合成气模数进行调节的方法可以实现更高的总体碳效率。
3.5 汽碳比的灵活性
如本文第一部分所述,装置在低汽碳比状态下操作的能力对保证装置的经济性(运营支出和资本性支出)是十分关键的。但汽碳比的选择,装置设计成可以对其控制,也应该考虑到原料气组分的变化。从本文叙述的工程设计研究出发,决定将装置设计在汽碳比略高于0.6的状态下运行, 0.6被认为是目前汽碳比的极限值。这种做法的另一个好处是装置在汽碳比略高于0.6 的状态下运行对提高合成气的活性有非常明显的效果。所以副产物的生成量在很大程度上可以通过汽碳比的变化来控制。
3.6 蒸馏模式
如本文开头所述,研究中的甲醇装置可以用来生产下游烯烃产品或者燃料级甲醇, 所以没有必要将甲醇产品过分净化,例如达到AA等级产品的纯度要求。但是仍然不希望产品中含水分。脱除单位甲醇产品中的水分所需的热量要比脱除单位乙醇中的水分所需的热量低得多, 但是考虑到巨大的生产量,脱除水分需要的总热量仍是十分可观的。正因为这个原因,差压式两步蒸馏模式(在这里,来自高压塔的冷凝负荷用作低压塔的再沸器负荷)在经济上是极具吸引力的。
此外,托普索的两步甲醇蒸馏设计将蒸馏装置设计成选择性联产方案,即大约25%的甲醇被净化为AA级的优质品,其余部分的甲醇仍照样生产,只是含水量略高。无论哪种操作模式,吨甲醇蒸馏所需的热耗都小于1.05kJ。
图3是托普索的两步甲醇蒸馏示意图。此蒸馏设计是假设甲醇合成塔使用的是托普索MK-121 催化剂。这种催化剂对于甲醇合成具有很强的选择性,这意味着可以避免安装一台独立的稳定塔,否则通常是需要安装稳定塔才能生产AA级产品的。
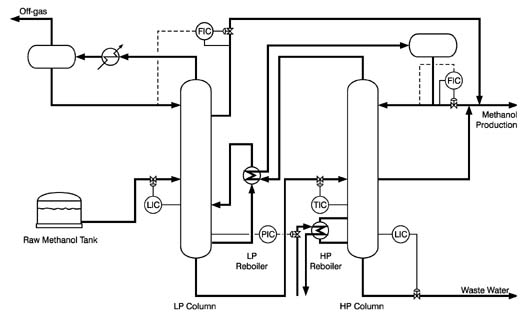
图3 托普索两步甲醇蒸馏初步布置图
3.7 操作的灵活性
在前节中可以看出怎样添加关键设备实现装置操作的灵活性,并且给一些仔细选择的设备项目增加设计余量,以最好地利用装置中的设备。
本节将简要叙述怎样控制装置,以实现安全简便的操作,并掌握排除装置故障的方法。故障是由原料气组分变化,气候变化,和催化剂活性变化(从长期观察出发)等原因导致的。
3.8 开车,停车和改变负荷
对于传统的蒸汽转化炉,在开车、停车和改变负荷时其烧嘴数量必须加以控制。与自热式转化炉的烧嘴相比,这一点是十分重要的。而由于托普索的CTS型烧嘴独特的结构,在10 kt/d规模的甲醇装置中,用单个烧嘴就可以达到生产能力。
尽管先进的控制系统可以大大改进传统蒸汽转化炉的操作,但仍须对每个烧嘴进行独立的监视和定期维护。带废锅和相应二段转化炉的蒸汽转化炉区域也比自热转化炉和相关预热器区域大得多。总而言之,基于自热转化的甲醇装置及其相关空气分离器的操作要比基于蒸汽转化,或结合蒸汽转化和氧气转化相应装置的操作简单许多。
用先进的负荷控制系统控制的自热转化意味着合成气的生产率变化只随单一参数――装置负荷的变化而变化。增加装置负荷就能自动提高补充气压缩机的转速,增加循环量和粗甲醇产量。同样地,回路弛放和从膜分离回收氢气也自动增加, 从而保持反应塔的条件实质上不变。控制结构的初步构思体现在图1中。
甲醇蒸馏装置的设计也尽量实现装置操作简单,适应性强。此外,装置负荷也是由单一参数――第一浓缩塔的压力控制的。提高此压力就使产量提高,而回流比和甲醇损失仍然保持在要求的水平。大型甲醇装置蒸馏段的控制结构略图见图3。
4 选择方案/联产二甲醚的好处
在建造大型甲醇装置时可以考虑合适的联产方案,以减少甲醇价格变动对装置经济效益产生的影响。二甲醚(DME)是甲醇联产极好的候选产品。 二甲醚是柴油机燃料、动力燃料、石油液化气的替代品,和燃料电池的燃料;也是合成烯烃,合成汽油和醋酸等产品非常合适的化学结构单元。
总之,二甲醚是一种多用途的新型燃料产品,从最近美容护理业(气溶胶头发喷射剂等)的产品使用纪录来看,完全可以证明其使用的安全性。此外,二甲醚不含硫、金属和芳香化合物, 它含有氧,因而二甲醚的燃烧十分干净,不需进行尾气处理就符合新的排放标准。
5 甲醇脱水生产二甲醚
二甲醚可以直接天然气生产,或者通过甲醇脱水生产。如果现有装置生产大量的低成本甲醇,通过甲醇脱水生产二甲醚是十分合算的,因为这样做增加的投资很少,并且项目改造所需的时间相对较短。甲醇、二甲醚和水分的混合物在蒸馏段进行分离,甲醇则被再循环直至从产品中消失。
图4 是托普索甲醇脱水装置布置的示意图,主要有一台甲醇脱水反应器,两台蒸馏塔和各种槽罐。在甲醇脱水反应器中,甲醇发生反应后生成二甲醚和水。托普索的脱水催化剂具有很高的活性、选择性和很长的使用寿命,可以在投资不高的固定床绝热反应器上使用。
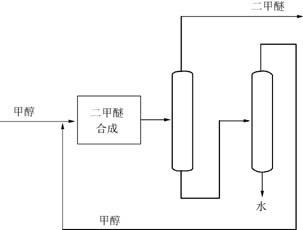
图4 托普索甲醇脱水生产二甲醚的技术
在现有的甲醇装置上加一台设备便可实现甲醇脱水。与单独生产甲醇相比,装置提供了更大的灵活性和独立性。如前面所述,二甲醚可以作为燃料在市场上销售,也可以进一步加工成下游产品, 二甲醚是短链烯烃、乙酸等产品的生产原料,原料中的水分是不希望有的。
甲醇脱水装置的规模可以和甲醇装置总的生产能力相匹配, 也可以和甲醇生产能力的一部分相匹配,这取决于产品的应用和目标市场。甲醇脱水装置也可以设计成使用直接来自粗甲醇罐或稳定塔的粗甲醇。所以,如果蒸馏段在甲醇装置中是瓶颈,增加一台甲醇脱水装置就能提高装置的总体生产能力。甲醇脱水主要消耗指标见表1。
表1 甲醇脱水主要消耗指标
|
需要的原料和公用工程消耗 |
生产每吨二甲醚消耗 |
|
甲醇(100%)/ t |
1.4 |
|
能耗/ kWh |
2.5 |
|
蒸汽耗量/t |
0.9 |
|
冷却水/t( 在∆t=10°C时) |
50 |
采用托普索二甲醚技术的第一家世界级二甲醚装置将建在伊朗,规模为800kt/a,其具体情况如表2。
表2 伊朗800kt/a二甲醚装置情况
|
项目 |
世界级二甲醚装置 |
|
能力 |
800kt/a二甲醚(比目前世界级二甲醚生产装置大200%) |
|
客户 |
札格洛斯石化公司(Zagros Petrochemical Company) |
|
二甲醚产品用途 |
燃料和推进剂 |
|
工程设计和许可证 |
伊朗石化研究技术公司(NPC-RT)和托普索 |
|
地点 |
Bandar Assalluyeh, 伊朗 |
|
技术 |
甲醇脱水 |
|
预期开工时间 |
2006 |
6 结论
托普索大型甲醇装置在技术上是可行的。托普索目前已经拥有基于自热转化技术,最大容量为10 kt/d甲醇装置的设计能力。
通过联产二甲醚,可以减少甲醇市场价格波动对装置的影响。二甲醚可以通过甲醇脱水生产,托普索会将此项技术用于伊朗的第一套世界级二甲醚装置中。

